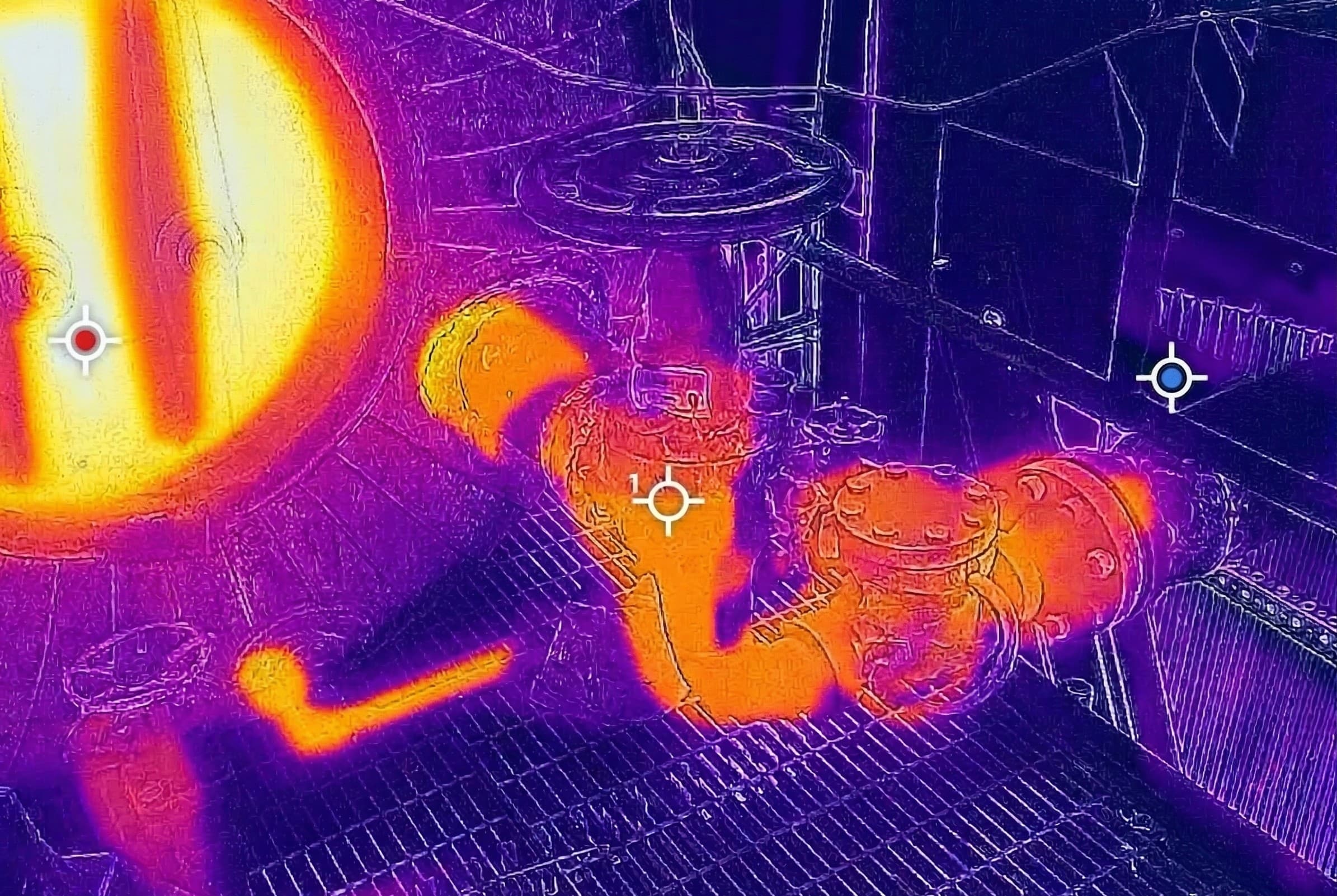
The recovery boiler is one of the most critical pieces of equipment in a kraft mill - simultaneously combusting black liquor for steam generation, reducing inorganic compounds to regenerate cooking chemicals, and destroying hazardous compounds in the spent liquor. CPE provides recovery boiler performance assessment, air system design and optimization, liquor spray system evaluation, superheater and generating bank fouling assessment, tube leak detection and response planning, and capacity assessment for mills where the recovery boiler limits pulp production.
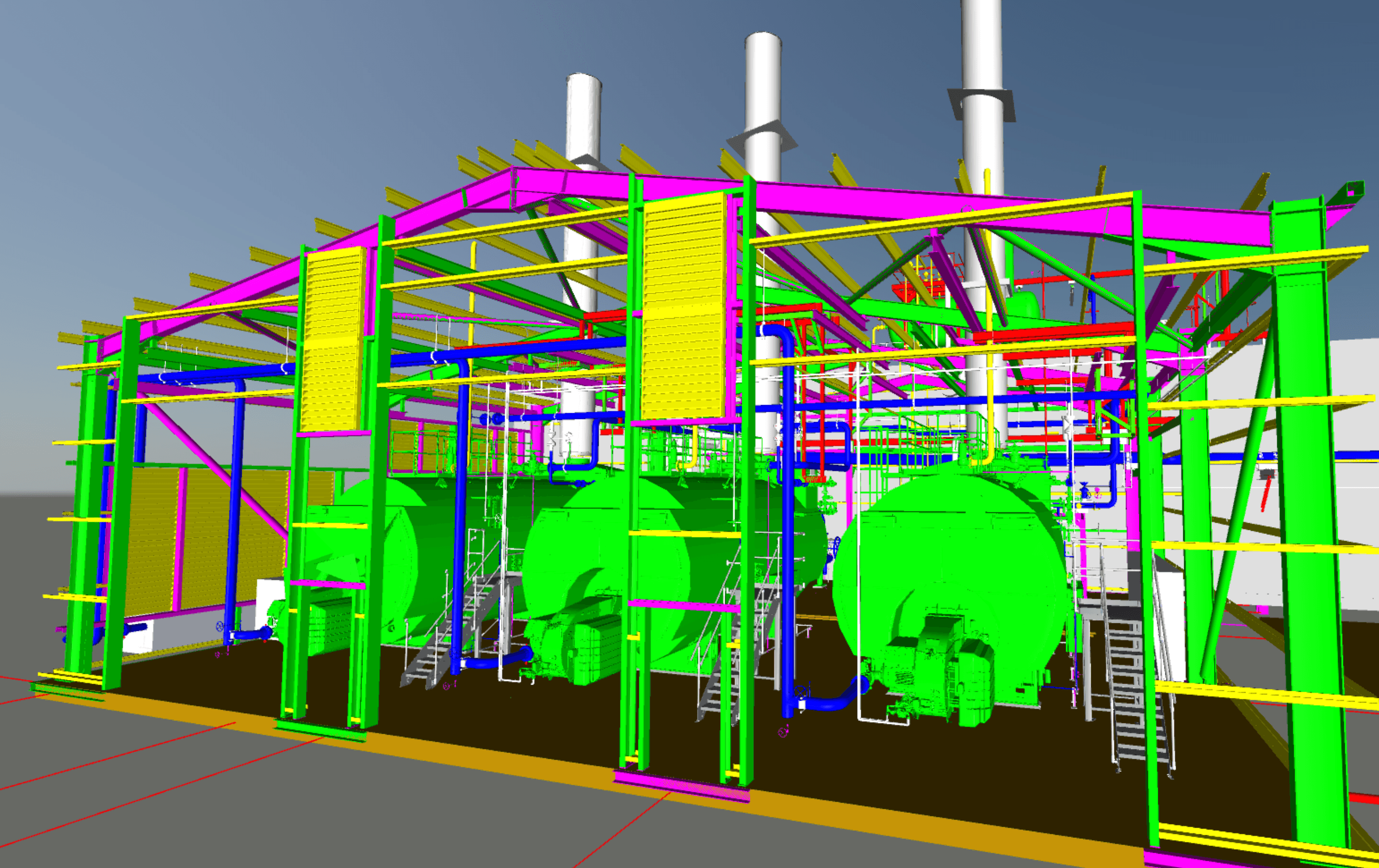
Most kraft mills also operate biomass-fired power boilers burning bark and wood waste to supplement steam production and provide backup capacity during recovery boiler outages. CPE evaluates the mill’s steam balance with and without the recovery boiler online and designs power boiler capacity accordingly.
Kraft mills generate CNCG and DNCG streams containing the sulfur compounds responsible for the characteristic kraft mill odor. CPE designs NCG collection, transport, and incineration systems - including dedicated burners, safety interlocks, and backup destruction provisions during kiln or boiler outages.